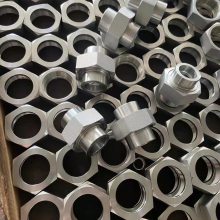
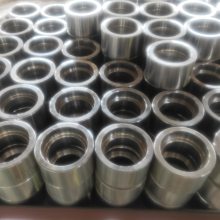
| 品牌:曼达 | 材质:A105.20#,304,316,2507 | 管道口径:87mm |
| 管道厚度:33mm | 型号:DN15,DN20,DN32,DN40,DN50,DN65 | 管道类型:压力管道零配件 |
| 特种设备制造许可证号:TS2732C71-2023 | 加工定制:是 |
锻制承插管件执行标准 模锻工艺
锻制承插管件执行标准 :
承插管件的接管尺寸分为两种,即A系列(Ⅰ系列)接管尺寸和B系列(Ⅱ系列)接管尺寸或者说是英制接管(即A系列尺寸)和公制接管(即B系列尺寸)。还有,有些标准直接规定了接管尺寸为A系列,这些标准有ASME B16.11、SH3410标准。有些标准两种尺寸都有,生产加工时则需要落实接管尺寸,这些标准有GB/T14383-2008,GB/T14383-93,HG21634等,如果使用方未提供该选用哪种接管尺寸,一般默认为A系列。不过,这里需要注意的是HG21634这个标准,如果它给出了接管是A,则要选用B系列接管尺寸.

锻制承插管件执行标准 模锻工艺
模锻方法
根据管件的不同品种和要求,锻制管件主要采用模锻、自由锻和切削加工成形工艺进行。通用的模锻方法带有较大飞边,耗费材料,为了降低材料消耗,一些管件制造厂开始采用无飞边的成形工艺制造,取得了较好的效果。本节主要介绍模锻、自由锻和切削加工成形制造管件的工艺情况。
① 模锻
对承插焊和螺纹的三通、四通、弯头等小尺寸管件,其外形相对复杂,应采用模锻成形工艺制造。
模锻所使用的坯料应为经过轧制的型材,如棒材、厚壁的管材或板材。当使用钢锭作为原料时,应预先将钢锭轧成棒材或经锻打后再作为模锻的坯料使用,以消除钢锭中的偏析、疏松等缺陷。
坯料经加热后放入模具中锻压(视情况不同,可能要经过初锻后再进行模锻),压力使金属流动而充满模腔;模锻后的毛坯如有飞边的话,还要经过冲去飞边余料的步骤,从而完成全部模锻工作。
② 自由锻
对特殊形状的管件或不宜采用模锻成形的管件可用自由锻工艺制造。自由锻应锻出管件的大致外形;如三通,应锻出支管部位。
③ 切削加工
对某些外形为筒状的管件可由棒材或厚壁管直接切削加工成形,如双承口管箍、活接头等。加工时金属材料的纤维流向应与管件轴向大致平行。对于三通、四通、弯头类和管件不得使用棒材直接切削加工成形。
锻制承插管件执行标准 模锻工艺